
弓丝的生产
弓丝的生产过程由多个环节组成。金属材料经过冶炼后加工成毛坯,然后再加工成适合生产弓丝的原料,最后再经拉伸、热处理、硬化等过程得到最后的成品。在这些过程中,弓丝拉伸的比率、截面通过的损耗率、热处理、摩擦力、温度控制都会对弓丝的性质产生影响。因为即使对同一个厂家,不同批号之间的弓丝,其性质也可能也会有不同,尤其是生产工艺较为复杂的钛合金类弓丝。
三点弯曲试验
正畸弓丝的力学性质需要用一些弯曲试验来反映,传统的悬臂梁试验并不适用来评价正畸弓丝。最常用的是改良后的三点弯曲试验,其模拟了正畸临床的中弓丝与托槽间的关系。这种小间距的弯曲试验很能适合研究镍钛丝这种较柔软的弓丝。根据正畸弓丝的国际标准,三点弯曲试验的支点间距为10mm,但在许多实际研究中,也有人用到13mm或更大的距离。但万变不离其宗,所有的弯曲试验研究的都是形变量与加载应力之间的关系。
弓丝弯曲试验需要记录弓丝的形变量和加载应力的大小,分别用在横坐标与纵坐标上表示。它们构成的图形称为应力-应变曲线。在这个曲线上,我们可以观察的指标有加载和卸载力、屈服点、最大屈服力、最大弹性形变(称为工作范围)及弹性模量。对于镍钛丝,应力-应变曲线在加载与卸载时不相同,称为双模曲线。
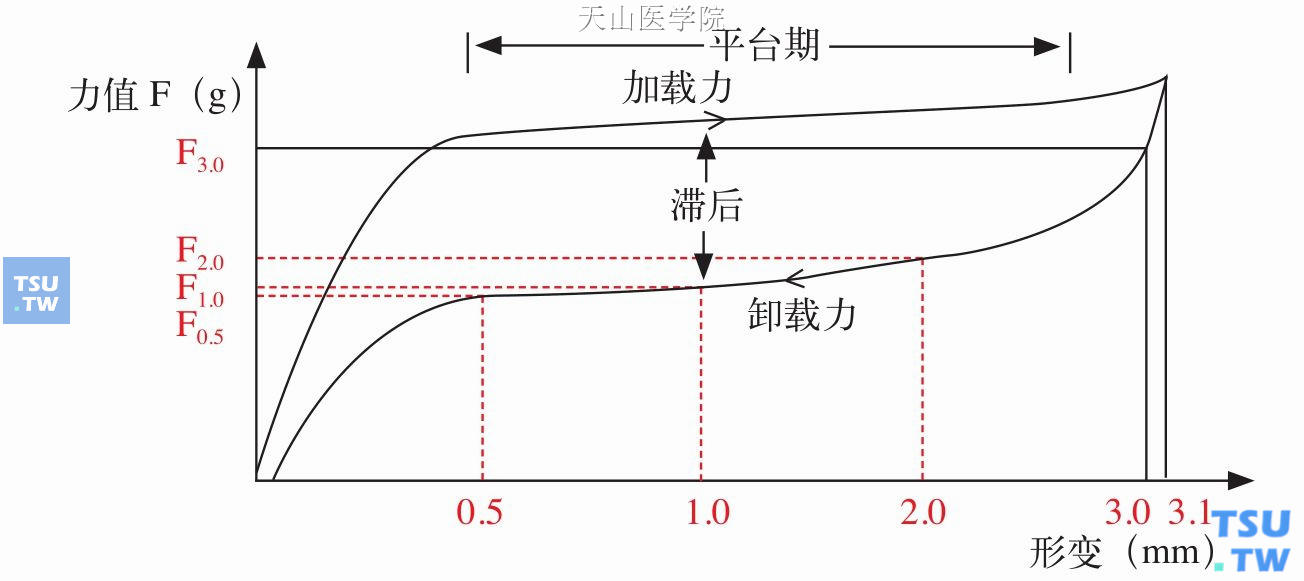
弓丝的应力-应变曲线
也可以称为受力-形变曲线,图中可以看到加载和卸载分别有不同的曲线,其中加载力对应正畸中的结扎力,卸载力对应矫治力。两者之间差异称滞后(hysterisis),较平直的部分称为平台期,平台期决定了弓丝的工作范围。
加载和卸载
正畸过程中实际上利用的都是弓丝卸载的力量,而在研究当中,经常是从加载开始进行。对于符合虎克定律的弓丝来说,加载力值和卸载力值与形变是呈线性关系的。而对于镍钛丝而言,加载和卸载过程是两种不同的过程。
系统的医学参考与学习网站:天山医学院, 引用注明出处:https://www.tsu.tw/edu/13461.html
