
镍钛合金由于其高弹性和抗折性而首先应用于口腔正畸治疗,在牙髓病治疗方面的应用只是近年的事。通常镍钛合金中镍占56%,钛占44%,其特异性在于良好的记忆功能。目前在临床上应用的马达驱动镍钛根管扩锉系统已广泛在临床上应用,几种有代表性的镍钛锉系统:
机动普发(Profile)镍钛根管预备系统
该系统由Tulsa-Dentsply公司生产,扩锉针有0.04和0.06两种锥度,其直径以29%递增,在针杆周围存在等距的三个U型凹槽,为牙本质碎屑的清理提供了足够空间,减少了根管阻塞或碎屑被推出根尖孔的危险(图17-4、图17-5)。切缘以放射状平面接触根管壁,可减少根管偏移的发生,同时避免器械嵌入根管壁。器械尖端设计为圆钝头,无切削力,能引导器械进入根管内。旋转速度设计在250~350rpm。

图17-4 Profile根管预备技术驱动马达
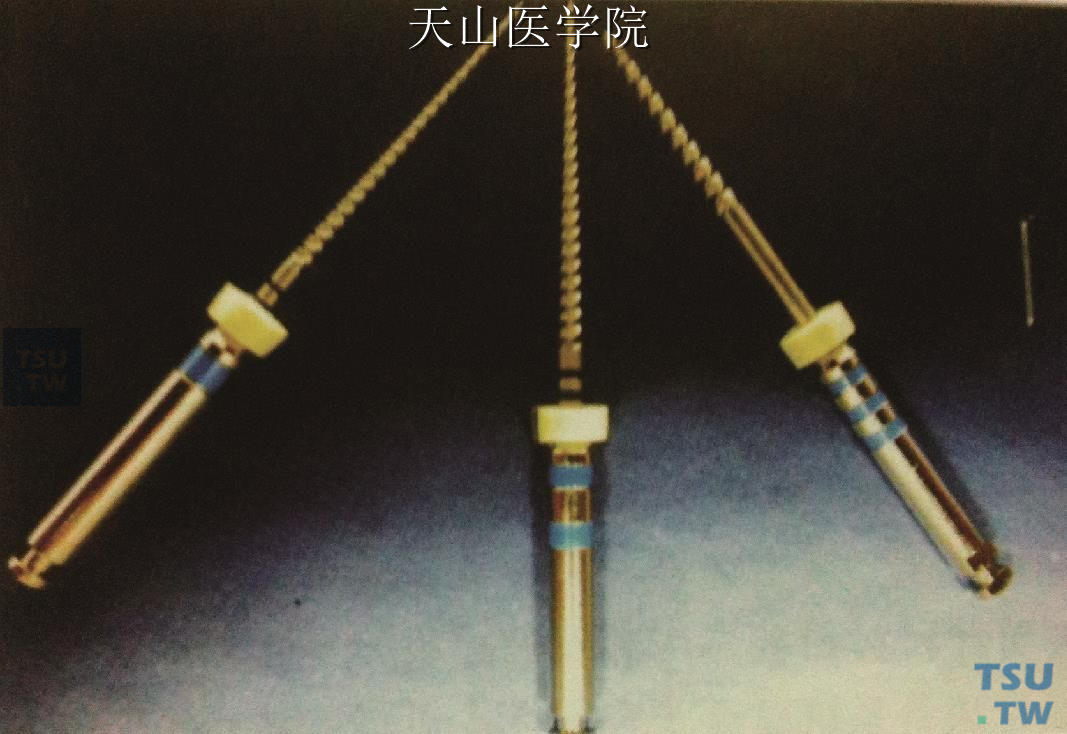
图17-5 Profile镍钛扩锉针
运用普发镍钛根管预备系统预备根管所用器械取决于以后的根充技术和方法。如采用Thermafil充填技术,则首先用根管口扩大器以350 rpm转速将根管冠部直的部分充分预备出来后,用锥度0.06的普发锉预备相同长度的冠部根管,然后用锥度为0.04的普发锉预备根尖部的根管,2#普发锉插入全长根管工作长度进行预备,从3~7#普发锉预备根管根尖部分。根管冠部不再进一步扩大。采用根管侧压充填技术,需用GG钻采用逐步深入法进一步预备根管冠部,以达到根管锥度更大。旋转普发镍钛根管扩锉系统与手用锉相比,更能维持根管走向。
使用普发镍钛根管预备系统预备根管时,预备根尖止点仍存在一定的困难。预备根尖止点需要精确把握根管工作长度,若短于理想的根管工作长度,根管内形成的台阶可能妨碍器械到达根尖孔;若工作长度过长,则根尖孔被扩大,影响根充后根尖孔的封闭性能。GT镍钛机动根管预备系统应运而生。镍钛GT锉包括0.06、0.08、0.10、0.12四种锥度的镍钛针,一套标准锉包括4种锥度的器械,但所有器械的锉尖锥度均为0.02。运用该套器械预备根管,只需使用1~4支不同锥度的GT锉,不需使用G钻即可将大多数根管预备至标准的锥度。
Quantec Series 2000镍钛根管预备系统
该系统的锉针锥度从02~06,旋转速度约为340rpm。采用Quantec Series 2000镍钛根管扩锉系统应用于细小弯曲钙化根管时分为三大步。第一步:用Quantec 1#敞开根管口。Quantec1#器械为17mm长,相当于标准锉25#大小,锥度为0.06。然后用Quantec 2#估测根管工作长度。Quantec 2#大小相当于标准锉15#,锥度为0.02。第二步:根管根尖部分的预备:利用25#大小而不同锥度(0.03,0.04,0.05,0.06)的Quantec锉针依次预备根管,最后用锥度为0.02大小分别为40#和45#的锉,采用逐步后退法进一步扩大根管根尖部分。第三步:采用Quantec 5#(锥度为0.03,大小相当于25#)将根管的冠部和根尖部预备成连续的锥度,然后用Quantec 8#(锥度为0.06,大小相当于25#)完成根管预备。
采用Quantec器械预备技术,不会改变根管在根尖部的走向,预备的根管壁表面光滑,能有效地去除根管内的组织碎屑。
Lightspeed镍钛根管预备系统
1989年,Wildey和Senia首先使用的根管预备新技术。LightSpeed(Light Speed Technology, Inc.,San Antonic,TX)器械包括22种大小不同的锉针,编码为20~100号,其中包括9个半号器械(22.5,27.5,32.5,37.5,42.5,47.5,52.5,57.5和65号)。LightSpeed旋转锉针由镍钛合金制成,设计的旋转速度为750~2000rpm,器械尖端的引导尖表面光滑圆钝无刀刃,形状类似子弹头,能引导器械进入根管尖部。该锉有刃的长度在0.25~1.75mm之间,其长度随器械直径的增大而增加,刃部横截面上,螺旋沟的形状呈“U”形,切嵴呈方形,使器械定位于根管中心的能力和去除牙本质碎屑的能力较强。杆部长而细,其直径恒定,比切削部更细,使器械非常有弹性,具有极佳的柔韧性,比其他镍钛扩锉器械的抗折性更好,预备的根管质量也高。
Lightspeed镍钛根管预备系统预备根管时首先用15#K型锉疏通根管,1#GG钻(相当于50#标准K型锉大小)扩大根管冠部2/3,采用逐步后退技术预备根管上段后,确定根管工作长度。预备根管根尖部分时,用最小的Lightspeed器械(20#)预备,依次预备到40#,以最后到达根管工作长度的大号器械作为根管充填选择主尖大小的依据。利用其他器械采用逐步后退法修整根管形状,使根管壁光滑连续,呈一定锥度,完成根管预备。
Tri Auto ZX镍钛根管预备系统
根管预备的主要目的之一是对根管内彻底清创,即将根管内牙本质碎屑、坏死牙髓组织、细菌及其其他刺激物清除干净。牙本质碎屑可能引起根管预备后的疼痛和不适。研究表明单纯采用手用锉上下提拉根管可使许多牙本质碎屑进入根尖周组织内。无论采用手用或机动器械预备根尖部根管,都会将大量的牙本质碎屑推向根尖周。因此如果采用自动根尖回转技术(auto apical reverse,AAR)就能避免根管根尖部过度扩大而导致牙本质碎屑超出根尖孔。尽管镍钛器械具有一定的弹性,但在预备弯曲根管时,与不锈钢扩锉器械相比,仍然较容易折断。因此如果驱动马达具有自动转矩回旋(automatic torque reverse)功能,则可减少锉针折断的可能。Tri Auto ZX镍钛根管预备系统与其他机动镍钛根管预备系统相比,具有以下三相独特的功能:一是自动开始/停止功能;二是自动转矩回旋功能;三是自动根尖回旋功能。当锉到达根尖孔或遇到阻力过大,马达会自动停止或锉会自动回转(图17-6),操作方法与其他镍钛根管预备系统基本相同。

图17-6 Tri Auto ZX镍钛根管预备系统
Protaper预备技术
Protaper为变锥设计的镍钛根管预备器械,与传统的锉相比,由于采用了特殊设计使之具有更好的弹性,更高的效率和更好的安全性,在预备难度较大的弯曲根管时获得更加均匀一致的根管形态。该系统包括三根成形锉(shaping files)和三根修形锉(finishing files)组成(图17-7)。其命名以shaping 、finishing的第一个字母大写S和F加编号构成,分别命名为SX、S1、S2和F1、F2、F3,分21mm和25mm两种长度,工作刃长度14mm。成形锉SX、S1、S2的尖端直径分别为0.19、0.17、0.20mm,刃部锥度连续增大,SX锉可以用来成形牙根比较短的根管,牙根长的冠部根管以及替代根管口扩大器GG钻敞开根管口,S1用来成形根管冠1/3部分,S2用来成形根管中1/3部分。尽管它们设计成形根管冠2/3,但在根管预备过程中,有时也不可避免地将根尖1/3根管成形。修形锉F1、F2、F3的尖端直径分别是0.20、0.25、0.30mm,刃部尖端3mm的锥度固定,分别为7%、8%、9%递增,而在工作刃其余部分锉单位长度内横断面直径增加而锥度增加幅度减少,如此设计可增加器械的弹性。一般情况下,选用一枝修形锉即可完成根尖1/3的预备并使根尖、中2/3形成连续、流畅的锥度。Protaper预备根管时推荐使用的转速为250~300RPM,可选用针对Protaper设计的专用马达如ATR Technika电动马达 (DENTSPLY Tulsa Dental;Tulsa,Oklahoma)。
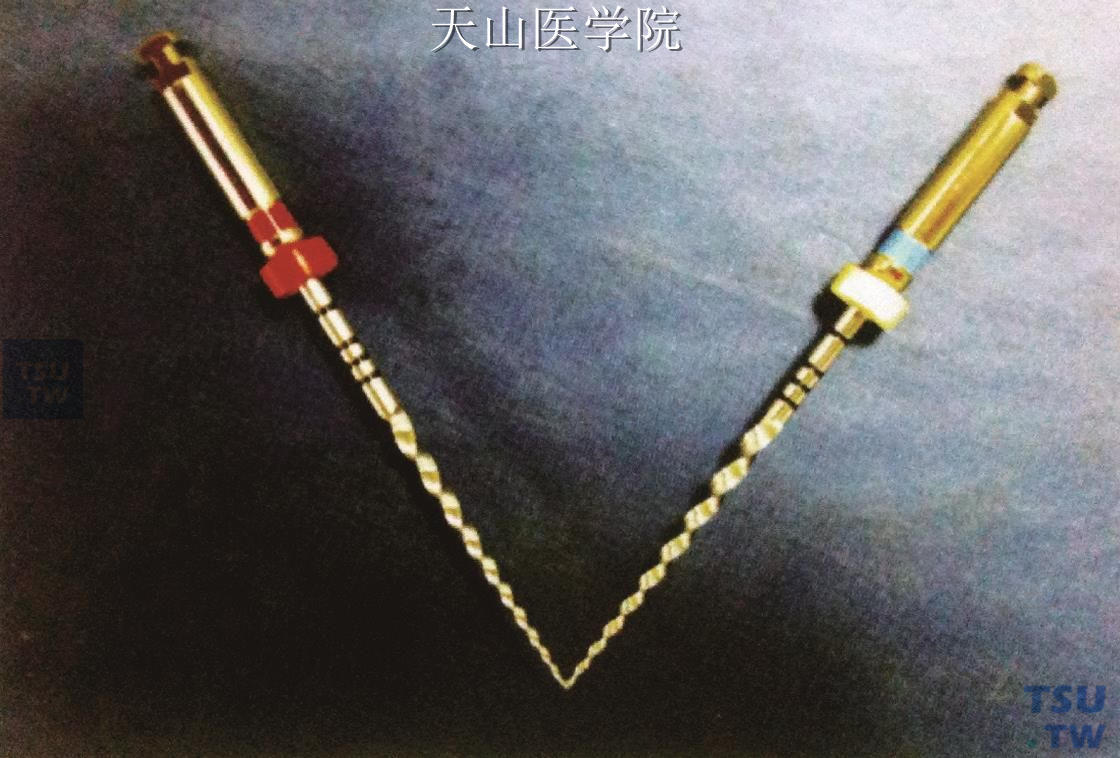
图17-7 Protaper镍钛锉针
Protaper器械预备根管应采用冠根向根管预备技术。在完成开髓以后,选用该系统的器械按以下步骤完成根管预备。第一步:探查根管。用锥度为0.02的10#和15#手用K型锉探查根管上、中2/3区后,使用S1进入根管至有阻力时退出。第二步:敞开根管口和根管冠部。用Sx以“刷”油漆的方式切削牙本质,达到去除髓室内根管上方的悬吊牙本质,敞开根管冠部目的。第三步:确定根管工作长度。以10#或15#手用K型锉进入根尖部,照牙片确定工作长度或用根管长度电测仪确定根管工作长度。第四步:根管冠部2/3预备。选用成形锉S1、S2分别预备根管冠1/2和中1/3。第五步:根管根尖1/3预备。选用适当大小的修形锉完成根管根尖部预备。 F1进入至比根管长度稍短处时退出,然后用20#K型锉进入到工作长度,若20#K型锉在根管根尖部较紧,则20#锉为主尖锉,根管预备完成;若20#K型锉在根管内较松,则用F2进入至比工作长度短1mm之内预备,再用25#K型锉进入至工作长度,若25#K型锉在根管根尖部较紧,则25#锉为主尖锉,根管预备完成;若25#K型锉在根管根尖部较松,用F3进入至比工作长度短2mm处预备,用30#K型锉预备根管根尖部,30#K型锉即为主尖锉,根管预备完成。
K3预备技术
K3为恒定锥度设计的镍钛锉,其锥度可为0.02、0.04、0.06、0.08、0.10、0.12,对于G-Pack套装,其锉尖直径均为0.25mm;对于02、04、06锥度的K3锉,为了能够更好地预备根管的根尖段,各种号码的镍钛锉均有。其特点是:切削刃为正向切角,增加切削效率,减少牙本质碎屑进入牙本质小管;切削刃的倾角、凹槽的宽度和深度从尖端到柄逐渐增大,有利于牙本质碎屑溢出根管,减少器械嵌入根管壁的牙本质内,增加器械简短的机械强度;锉尖末端为无切削作用的安全尖,避免根管台阶的形成,减少根管偏移。
预备方法采用冠根向逐步深入法。首先用10#、15# K锉疏通根管。从0.12K3锉开始敞开根管口,0.10、0.08预备根管的中上1/3~2/3,在预备过程中遇到阻力立即换用锥度更小的镍钛锉预备。然后用15#K锉测量根管的工作长度。按照工作长度采用0.06、0.04的镍钛锉预备根管的中下段。如果根管比较粗大,则根尖段根管继续用30# 0.04、35# 0.04的锉完成根管尖段的预备。
